-


-
-
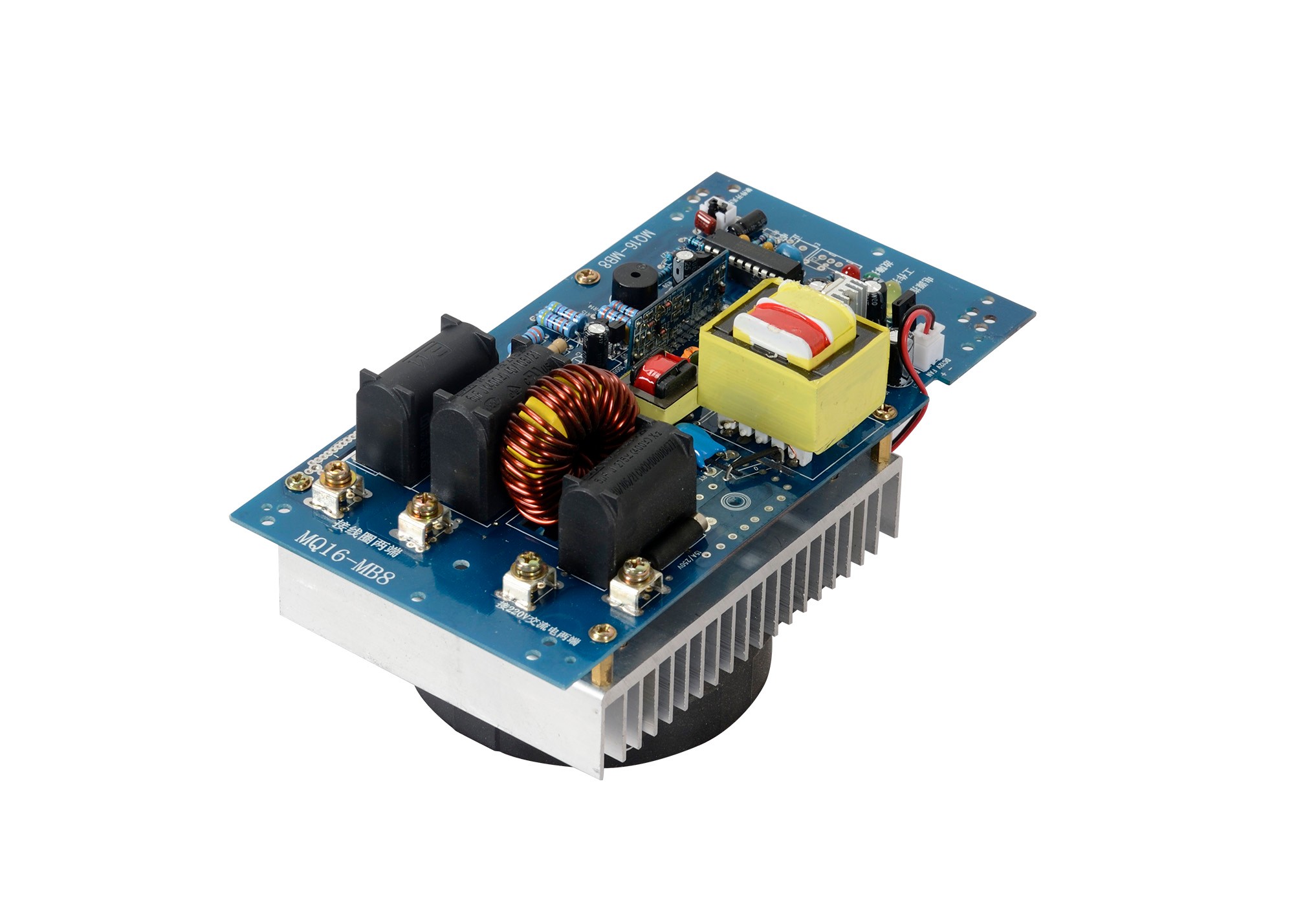
电磁加热控制板3.5KW
电磁加热线圈节电工作原理现阶段市场上的塑胶机械所用的加热方式普遍为电阻丝加热圈,存在能量散失大、功率密度低等缺点,在一些需要温度较高的加热场合就无法适应了。电磁加热技术是通过电磁感应原理使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定厚度的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~80%。因为电磁加热圈本身并不发热,而且是采用绝缘材料和高温
电磁加热线圈节电工作原理
现阶段市场上的塑胶机械所用的加热方式普遍为电阻丝加热圈,存在能量散失大、功率密度低等缺点,在一些需要温度较高的加热场合就无法适应了。电磁加热技术是通过电磁感应原理使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定厚度的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~80%。因为电磁加热圈本身并不发热,而且是采用绝缘材料和高温电缆制造,所以不存在着像原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本。现已被广大的塑料制品企业使用,大大的降低了企业的生产成本。
电磁加热系统由两部分组成:电磁控制器和加热圈。原机受温度控制的电源(加热输出接触器(或固态继电器)输出端)经电磁控制器将工频交流电整流、滤波、逆变成20~40KHZ的高频高压电,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使料筒金属材料本身自行高速发热,从而达到加热料筒内的原料。另外,也可以把电源直接输入到电磁控制器,原有的温度控制器直接用来控制电磁控制器。

电磁加热板参数:
3.5KW电磁加热控制板规格书
一、技术参数
1:外形尺寸:207*138*115(长*宽*高)
2:工作电压:220V
3:功率(可调):2500W-3500W
4:负载电感量:80±10uH(电桥表)
5:转换效率>90%
6:工作频率:20-25kHZ
7:工作温度:-10度至+50度
8:工作方式:连续加热
9:浪冲保护-+1500V
10:抗杂波干扰:4000V
11:感应线圈到发热体的安装距离18mm(保温棉压紧后厚度)
12:多组线圈并绕在同一发热体上,线圈相互之间的距离大于5厘米。
13:电流14-16A,6平方线,大概有效长度14-16米,电感量只是一个参数,实际上要测进线电流
再用电流表测输入电流,是否达额定输入电流,要是达不到就通过电位器顺时针调节,调节时注意,要是电流显示值变小了,就不能再调节,可能是电感量过大了,需要减小电感量。(电感量减小,就是减少线圈匝数,进线电流大,增加线圈匝数。)二、接线说明
1、三个指示灯,为”电源灯”、“工作灯”、“故障灯”灯。正常工作时”电源灯”、“工作灯”在亮。“故障灯”灯灭。当发电路发生故障时“故障灯”灯在闪亮。
2、源220V接于“接220V交流电”的柱子上,不分火线零线随便接入即可。
3、线圈接于“接电磁线圈两端”的两个接线柱上,螺丝要拧紧。
4、本板子出厂设定为供电即可以工作,此时“开关控制”插座口内有一个短路线(黑色的)将此插座短路。也可以用手轻轻取下“开关控制”插座上的短路线(黑色的),将一条两芯的联机线的一个端头插到“开关控制”插座上,另一端两个插头接到温控器的常开的两个触点,连接好即可试机使用。
散热器,风扇带进流电,固定,架空或者用绝缘材料
- 上一条电磁加热控制板5KW
- 下一条电磁加热控制器